Plateforme de fabrication additive et bio-fabrication
« La colonne vertébrale de la plateforme, c’est de jouer avec des trajectoires dans l’espace », Jean-Yves Hascoët, professeur des universités et responsable de la Plateforme de fabrication additive et bio-fabrication et pilote du volet Fabrication additive au sein du Joint Laboratory of Marine Technology.
Plusieurs procédés de fabrication
La plateforme réunit plusieurs procédés de fabrication : fabrication additive, usinage, formage, soudage, bioprinting.
Les étudiants du Master SMA et de l’option Ingénierie de produits sont amenés à utiliser les moyens de la plateforme. Tous les TP sont issus de projets industriels simplifiés.
Les étudiants du Master SMA et de l’option Ingénierie de produits sont amenés à utiliser les moyens de la plateforme. Tous les TP sont issus de projets industriels simplifiés.
Bio fabrication
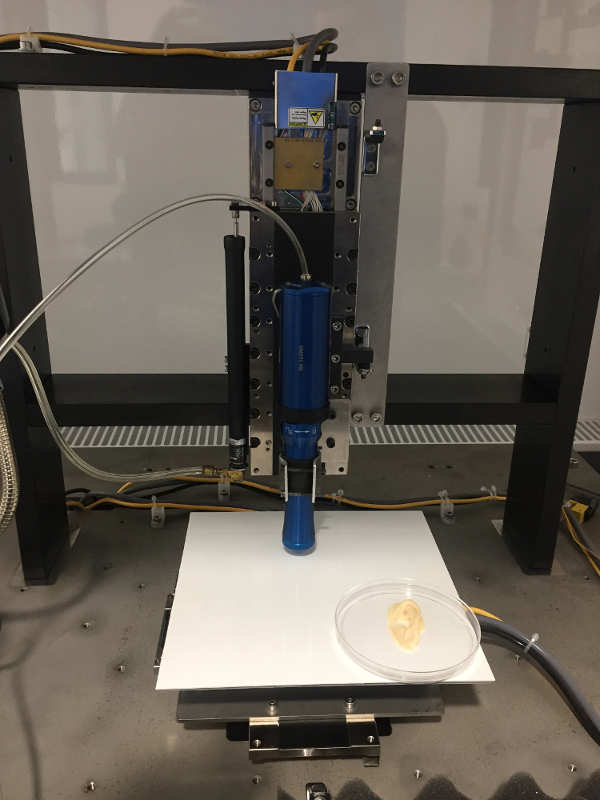 Le bio-printing consiste à imprimer des tissus vivants par des approches d'impression 3D. L'équipe de Centrale Nantes, portée par Jean-Yves Hascoët, travaille en étroite collaboration avec l’équipe du Pr Gilles Blancho, directeur de l'ITUN (Institut de Transplantation-Urologie-Néphrologie) du CHU de Nantes et de l'IHU CESTI ou encore l’équipe RMES.
Le bio-printing consiste à imprimer des tissus vivants par des approches d'impression 3D. L'équipe de Centrale Nantes, portée par Jean-Yves Hascoët, travaille en étroite collaboration avec l’équipe du Pr Gilles Blancho, directeur de l'ITUN (Institut de Transplantation-Urologie-Néphrologie) du CHU de Nantes et de l'IHU CESTI ou encore l’équipe RMES.L’ingénierie et la biologie se rencontrent pour déterminer le diamètre d’aiguille à utiliser, la pression à exercer ou encore le degré de viscosité à atteindre. Aujourd’hui, l’équipe maîtrise la matière et le procédé. Il s’agit à terme d’investiguer le champ de la greffe et de la transplantation d’organes. Pour éviter le rejet du patient, l’idée est d’être capable à terme de (re)construire un organe ou des éléments d’organe à partir des cellules souches du patient lui-même.
Prochain chantier de l’équipe : parvenir à vasculariser la matière créée.
Fabrication additive sur lit de poudre
 Cette machine de fabrication additive laser sur lit de poudre permet de créer des pièces plus fines à la fois en dimension mais aussi en termes d’état de surface, offrant la possibilité de travailler à l’échelle du micron.
Cette machine de fabrication additive laser sur lit de poudre permet de créer des pièces plus fines à la fois en dimension mais aussi en termes d’état de surface, offrant la possibilité de travailler à l’échelle du micron.Cette machine fabrique des pièces pour tous secteurs d’activité : aéronautique, spatial, industrie navale, automobile, ferroviaire mais aussi pour le domaine médical.
Elle utilise des poudres qui sont mises dans un bac, un laser vient ensuite fondre les poudres qui sont nécessaires à la pièce. Les poudres non fondues sont mises de côté puis réutilisées.
► Pour en savoir plus sur cet équipement
Impression 3D pour le domaine médical
Petit à petit, la fabrication additive à Centrale Nantes s'est également tournée vers le médical. L’équipe a commencé avec l'impression de prothèses de genou et de hanche et travaille actuellement sur de nombreux projets :
- Une prothèse de main avec l'UTC et l'hôpital Saint-Antoine à Paris, avec pour objectif de construire des phalanges métalliques à base de poudre en titane
- Des guides chirurgicaux pour la formation et l’assistance les chirurgiens
- Un projet pour la réparation de grands défauts osseux combinant des cellules souches et des implants personnalisés
Fabrication Hybride
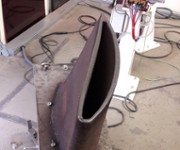
 Cette cellule accueille un robot de grande capacité, qui permet de porter 500 kg à 3 mètres. Une machine hors norme, qui permet la fabrication hybride de pièces de grandes dimensions. Elle peut associer plusieurs procédés : à base de fil (aluminium, titane, acier…) que l’on fond avec un arc électrique (WAM) ou à base de poudre (LMD). Deux têtes permettent de déposer la poudre de 2,5 mm ou de 4 mm d’épaisseur.
Cette cellule accueille un robot de grande capacité, qui permet de porter 500 kg à 3 mètres. Une machine hors norme, qui permet la fabrication hybride de pièces de grandes dimensions. Elle peut associer plusieurs procédés : à base de fil (aluminium, titane, acier…) que l’on fond avec un arc électrique (WAM) ou à base de poudre (LMD). Deux têtes permettent de déposer la poudre de 2,5 mm ou de 4 mm d’épaisseur.La machine peut également faire du parachèvement des pièces (usinage et polissage) dont l’état de surface peut ne pas être satisfaisant.
Fabrication fusion de poudre
Cet équipement permet de mélanger les poudres durant la fabrication pour créer ce qu’on appelle le gradient matériaux. Certaines poudres ont en effet des caractéristiques mécaniques, d’autres vont davantage répondre à des caractéristiques liées à la tribologie (science du contact). Pouvoir les mélanger précisément au fur et à mesure de la fabrication, évite l’apparition d’un front de solidification sur la pièce et favorise donc l’interaction et la liaison entre les deux matériaux, ce qui rend la pièce plus résistante.
Calcul et simulation
Conception et calcul via des applications dans le domaine de la :
- Mécanique
- Mécanique des fluides avec la projection de particules
- Bio-manufacturing sur le mélange de matériaux
Contrôle mesures et structures
La plateforme possède plusieurs équipements de contrôle :
- Un laser de précision (au micron près) capable de scanner une pièce existante pour récupérer la « peau » de la pièce et destinée au contrôle des pièces réalisées en fabrication additive.
- Un microscope électronique à balayage (grossissement 60 000) permet de comprendre le comportement des poudres, la structure des pièces fabriquées.
- Un microscope 3D destiné à récupérer la topologie de la surface d’un objet
Machine à structure parallèle
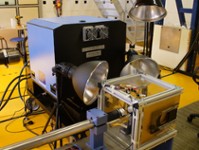
Cette machine prototype met en mouvement une masse de 150 kg, au lieu de plusieurs tonnes sur d’autres machines, en jouant avec les cinq axes de la chaîne cinématique. Elle sert à l’usinage, le formage ou encore le soudage. Elle est utile à un industriel souhaitant connaître les efforts et les puissances nécessaires pour usiner une pièce, tester et comparer des outils, connaître leur durée de vie. Elle permet une réflexion sur la stratégie de fabrication d’une pièce le plus rapidement possible tout en respectant le cahier des charges.
Commandes numériques
Centrale Nantes a développé une commande numérique « ouverte », nommée « Open CN », pour déterminer soi-même la partie algorithmique et permettre une modification en temps réel de la fabrication. Les industriels clients de cette plateforme de formage incrémental ont le choix entre les différentes commandes numériques de cet équipement : NUM (française), FIDIA (italienne), Siemens (allemande) pour leurs projets et/ou tests.
Visite vidéo de la plateforme de fabrication additive
Contact
Équipes de recherche
Financements

Cette plateforme bénéficie de financements dans le cadre du Contrat de plan État-Région (CPER).

Projets et partenariats
- Additive4Rail
- Projet DIV
- Projet FAME – Health and Engineering
- Joint Laboratory Naval Group